- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

درک ارزش های آزمایشگاهی: روش واقعی خواندن رنگ - سه پارامتر اصلی برای کنترل تفاوت رنگ در پلاستیک های مهندسی
"آیا ΔE 2.1 در گزارش رنگ سنج قابل قبول است یا خیر؟"
"مشتری می گوید مقادیر آزمایشگاهی خاموش است، اما رنگ ها به نظر من تقریباً یکسان هستند."
اینها سوالاتی است که تیم فنی ما هر روز می شنود. در صنعت پلاستیک مهندسی، تفاوت رنگ دیگر تنها با چشم غیر مسلح قضاوت نمی شود. خواه قطعات داخلی خودرو، محفظه های الکترونیکی 3C یا اجزای ساختاری صنعتی باشد، مشتریان تقریباً همیشه یک استاندارد پذیرش تفاوت رنگ دارند که به وضوح بیان می کند: ΔE ≤ 0.5، با مقادیر L، a، b در محدوده تحمل مشخص شده.
بنابراین دقیقاً L، a، و b چیست؟ و چرا آنها از بازرسی بصری قابل اعتمادتر هستند؟ امروز این سه پارامتر را به زبان تولید پلاستیک مهندسی توضیح خواهیم داد.

I. "سیستم مختصات" رنگ: فضای رنگ آزمایشگاهی
تصور کنید که برای مشخص کردن مکان روی نقشه، به طول جغرافیایی، عرض جغرافیایی و ارتفاع نیاز دارید. فضای رنگ آزمایشگاهی "سیستم مختصات سه بعدی" برای رنگ است.
این استاندارد که توسط کمیسیون بین المللی روشنایی (CIE) در سال 1976 تأسیس شد، همچنان استاندارد طلایی جهانی برای اندازه گیری رنگ است. هر رنگی می تواند به طور منحصر به فرد در این فضای سه بعدی با مجموعه ای از مختصات (L, a, b) قرار گیرد.
• مقدار L (Lightness): بین 0 تا 100 است. L=100 سفید خالص، L=0 سیاه خالص است. در پلاستیک های مهندسی، یک قسمت سیاه که مایل به خاکستری ظاهر می شود یا یک قسمت سفید که مایل به زرد می شود، اساساً تغییری در مقدار L است.
• یک مقدار (رنگ قرمز-سبز): مقادیر مثبت نشان دهنده قرمز و مقادیر منفی نشان دهنده سبز است. هنگامی که یک ABS مقاوم در برابر شعله که باید قرمز روشن باشد به یک "قرمز آجری مات" تبدیل می شود، احتمالاً مقدار a مشکل است.
• مقدار b (رنگ زرد-آبی): مقادیر مثبت نشان دهنده زرد و مقادیر منفی نشان دهنده آبی است. مقدار b حساس ترین پارامتر است – موادی مانند PBT، PC و نایلون در طول پردازش در دمای بالا مستعد زرد شدن هستند. هنگامی که مقدار b به طور مثبت تغییر می کند، قسمت به وضوح "زرد می شود".
II. سه عدد، سه "علائم تفاوت رنگ" رایج
در طبقه تولید، ما به سرعت علل ریشه ای را از طریق تغییرات در مقادیر آزمایشگاهی تشخیص می دهیم:
1. انحراف زیاد در مقدار L - اولویت بررسی وضعیت مواد و فرآیند قالب گیری.
• مقدار L بالا (خیلی سفید/کم رنگ): احتمالاً دمای قالب پایین یا دی اکسید تیتانیوم ناکافی در مستربچ رنگ.
• مقدار L کم (خیلی تیره): احتمالاً تخریب مواد (قرار گرفتن در معرض بیش از حد در دمای بالا) یا تخلیه ضعیف قالب.
2. انحراف زیاد در یک مقدار - بررسی فرمول مواد را در اولویت قرار دهید.
• تغییر مثبت در یک مقدار (مایل به قرمز): در مواد مقاوم در برابر شعله رایج است، جایی که بازدارنده شعله در دمای بالا تجزیه می شود و باعث تغییر رنگ رنگ می شود.
3. انحراف زیاد در مقدار b - بررسی شرایط خشک کردن و دمای تزریق را در اولویت قرار دهید.
• تغییر مثبت در مقدار b (زرد): شایع ترین علت خشک شدن بیش از حد یا دمای مذاب بیش از حد است. مواد نایلونی به ویژه حساس هستند - رانش b-value 0.5 با چشم غیرمسلح به وضوح "زرد" است.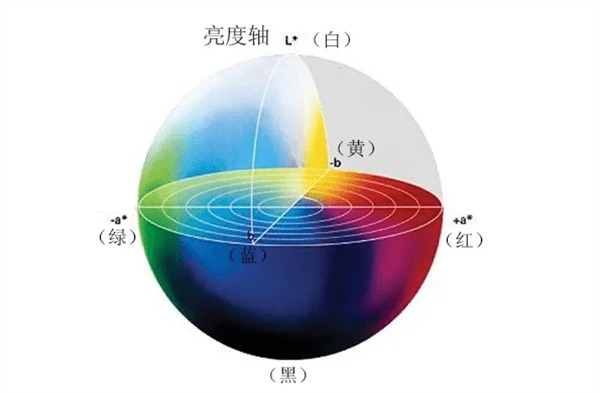
III. ΔE چیست؟ چرا نمی توانیم به تنهایی به ΔE تکیه کنیم؟
ΔE انحراف ترکیبی در ابعاد L، a و b است که به صورت زیر محاسبه می شود:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
از یک عدد برای خلاصه کردن "تفاوت کل رنگ" استفاده می کند و قضاوت سریع را آسان می کند. با این حال، مشکل این است: همان ΔE می تواند انحرافات رنگی بسیار متفاوتی را نشان دهد.
به عنوان مثال:
• مورد A: ΔL=1.0، Δa=0، Δb=0 → ΔE=1.0 (کمی بیش از حد سفید)
• مورد B: ΔL=0.6، Δa=0.6، Δb=0.6 → ΔE≈1.04 (انحراف در هر سه جهت)
هر دو تقریباً ΔE یکسان دارند، اما مورد B «پیچیدهتر» است و ممکن است با چشم غیرمسلح «گل آلودتر» به نظر برسد. بنابراین، کنترل حرفه ای تفاوت رنگ باید هم ΔE و هم تلرانس های فردی را در نظر بگیرد. یک استاندارد رایج برای قطعات داخلی خودرو این است: ΔE < 1.0، با |ΔL| < 0.5، |Δa| < 0.5، |Δb| < 0.5
IV. تفاوت رنگ از کجا می آید؟ چهار منبع رایج
بر اساس سالها تجربه خدمات رسانی به مشتریان، منابع اصلی تفاوت رنگ به چهار دسته تقسیم می شوند:
1. تنوع دسته ای مواد - دسته های مختلف پلاستیک های مهندسی ممکن است تفاوت های جزئی در رنگ پایه داشته باشند. حتی برای همان درجه، نوسانات مقدار b دسته به دسته 0.3-0.5 برای POM غیر معمول نیست.
2. فرآیند خشک کردن خارج از کنترل - موادی مانند نایلون، PET و PC به رطوبت حساس هستند. کم خشک شدن یا خشک شدن بیش از حد می تواند باعث زردی شود. در یک مورد، اپراتور دمای خشک کردن را از 80 درجه سانتیگراد به 100 درجه سانتیگراد افزایش داد، که باعث شد مقدار b از 1.2 به 2.8 بپرد و کل دسته را از بین ببرد.
3. رانش فرآیند قالب گیری تزریقی - تغییرات کوچک در فشار برگشتی، سرعت پیچ، سرعت تزریق، فشار نگهداری، دمای قالب و غیره می تواند جریان مذاب و رفتار تبلور را تغییر دهد و بر ظاهر رنگ تأثیر بگذارد. مواد تقویت شده با الیاف شیشه بسیار حساس هستند.
4. تفاوت های محیط اندازه گیری - رنگ سنج های مختلف، منابع نور، دیافراگم های اندازه گیری، یا حتی فشار اعمال شده توسط اپراتور می تواند بر خوانش ها تأثیر بگذارد. مشتریان و تامین کنندگان باید بر روی یک استاندارد اندازه گیری یکپارچه توافق کنند (به عنوان مثال، روشن کننده D65، زاویه ناظر 10 درجه).
V. نتیجه گیری: رنگ را می توان مدیریت کرد
در پلاستیک های مهندسی، رنگ دیگر یک راز نیست. سه عدد L، a و b احساس ذهنی "من فکر می کنم رنگ اشتباه است" را به واقعیت عینی تبدیل می کنند "مقدار L 0.6 از تحمل بیشتر است، مقدار b 0.8 است." درک چهار منبع تفاوت رنگ به ما کمک می کند از مشکلات قبل از وقوع جلوگیری کنیم.