- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

عوامل مؤثر بر میزان انقباض پلاستیکی و روشهای اصلاح
عوامل مؤثر بر میزان انقباض پلاستیکی
1. تأثیر ماده:
(1) نوع مواد: انواع پلاستیکی مختلف میزان انقباض متفاوتی دارند (جدول 1 را ببینید).
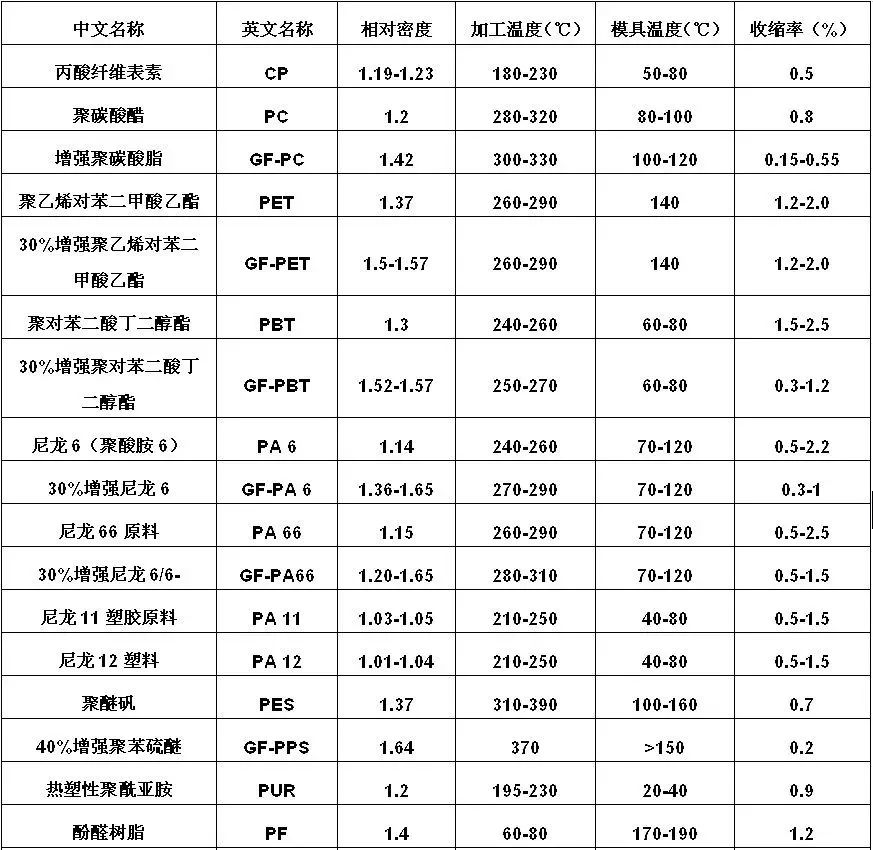
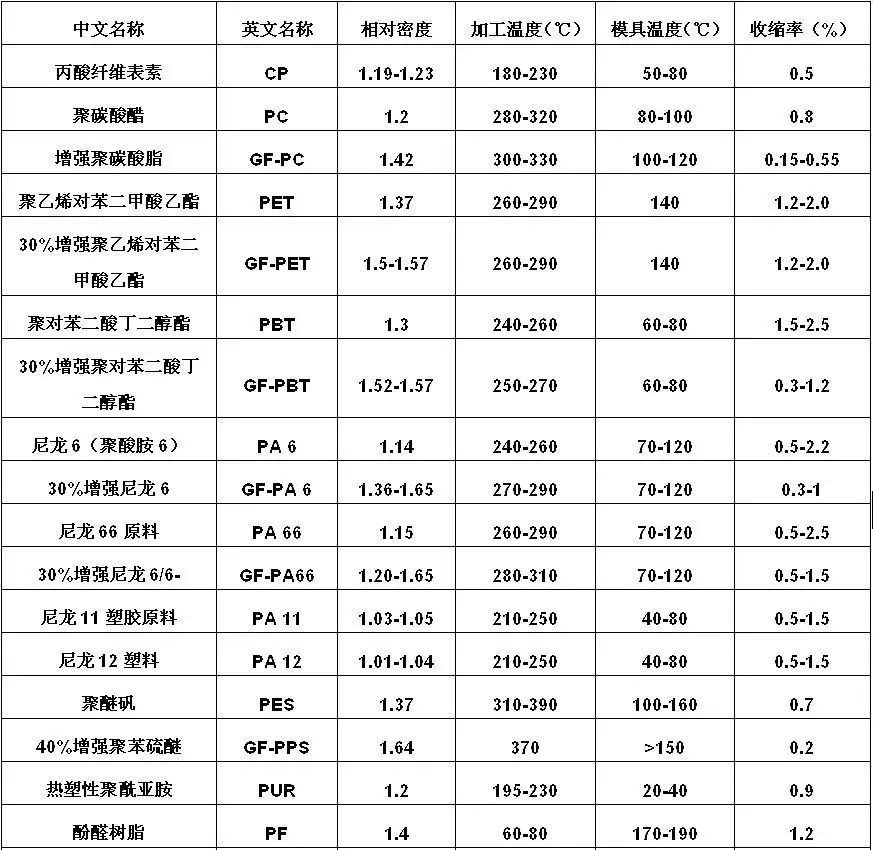
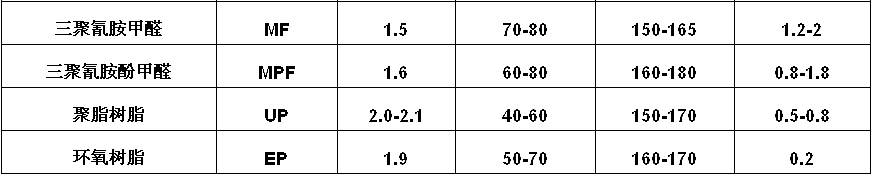
از جدول 1 می توان دریافت که در بین ترموپلاستیک ، 40 ٪ PPS تقویت شده با فیبر شیشه ای کمترین میزان انقباض (0.2 ٪) را دارد ، در حالی که در بین ترموست ها ، رزین اپوکسی کمترین میزان انقباض را (0.2 ٪) دارد. فلوروپلاستیک بیشترین میزان انقباض را دارد و تقریباً به 6 ٪ می رسد. به دنبال آن پلی اتیلن با چگالی کم (LDPE) با حداکثر میزان انقباض 5 ٪.
(2) تبلور مواد: برای همان ماده ، تبلور پایین منجر به سرعت انقباض کوچکتر می شود. در بین عوامل مختلف تأثیرگذار ، میزان تبلور رزین بیشترین تأثیر را در کوچک شدن دارد.
(3) وزن مولکولی مواد: برای همان ماده ، وزن مولکولی بالاتر منجر به میزان انقباض کوچکتر می شود. رزین هایی با همان وزن مولکولی اما جریان پذیری بهتر ، انقباض قالب کمتری را نشان می دهند.
(4) اصلاح مواد: اضافه کردن سایر رزین ها ، الاستومرها یا پرکننده ها به رزین پایه ، میزان انقباض آن را به درجه های مختلف کاهش می دهد. تفاوت در میزان انقباض رزین تا حد زیادی بر دقت بعدی قطعات در هنگام پردازش ذوب تأثیر می گذارد. برای تولید قطعات پلاستیکی با دقت بالا ، باید از رزین هایی با میزان کوچک شدن کم استفاده شود. به عنوان مثال ، رزین PP دارای میزان انقباض 1.8 ٪ -2.5 ٪ است و با کاهش وزن مولکولی ، انقباض آن افزایش می یابد و تولید قطعات PP با دقت بالا را دشوار می کند.
2. تأثیر روند کار:
(1) با دمای قالب گیری ثابت ، افزایش فشار تزریق باعث کاهش انقباض می شود.
(2) افزایش فشار نگه داشتن باعث کاهش انقباض می شود.
(3) افزایش دمای ذوب اندکی باعث کاهش انقباض می شود.
(4) دمای بالاتر قالب افزایش می یابد.
(5) زمان نگهدارنده طولانی تر باعث کاهش انقباض می شود (انقباض پس از جامد شدن دروازه بی تأثیر است).
(6) زمان خنک کننده در حالت طولانی تر کاهش می یابد.
(7) سرعت تزریق بالاتر باعث افزایش کمی انقباض (اثر جزئی) می شود.
(8) انقباض قالب بزرگ است ، پس از ریزش کوچک است. پس از انقباض در طی دو روز اول قابل توجه است و بعد از حدود یک هفته تثبیت می شود.

3. قسمت تأثیر ساختار:
(1) قطعات دیواره ضخیم نسبت به قطعات دیواره نازک کوچکتر هستند.
(2) قطعات با درج نسبت به قطعات بدون درج ، انقباض کمتری دارند.
(3) قطعات با اشکال پیچیده نسبت به قطعات ساده شکل کمتری دارند.
(4) انقباض در جهت طول کمتر از کوچک شدن در جهت ضخامت است.
(5) سوراخ های داخلی انقباض بالایی دارند ، در حالی که ویژگی های خارجی دارای انقباض کم است.
4. تأثیر ساختار MOLD:
(1) اندازه دروازه بزرگتر کاهش می یابد.
(2) انقباض عمود بر جهت دروازه کاهش می یابد ، انقباض به موازات جهت دروازه افزایش می یابد.
(3) مناطق دورتر از دروازه نسبت به مناطقی که در نزدیکی دروازه قرار دارند ، انقباض کمتری دارند.
(4) بخش هایی از قسمت محدود شده توسط قالب ، انقباض پایین تر از آن نشان می دهد ، بخش های بدون محدودیت انقباض بالاتری دارند.
روش های اصلاح برای کاهش سرعت انقباض پلاستیکی
1. پر کردن فیبری:
الیاف شامل الیاف مختلف معدنی و ارگانیک است. با استفاده از فیبر شیشه ای به عنوان نمونه ، اضافه کردن 35 ٪ فیبر شیشه ای به رزین PP می تواند میزان انقباض خود را از 1.8 ٪ (پر نشده) به 0.5 ٪ کاهش دهد. پلاستیک های تقویت شده با فیبر شیشه ای طولانی که در سالهای اخیر توسعه یافته است ، مزایایی در کنترل انقباض ارائه می دهد و میزان انقباض کم و مداوم را در هر دو جهت طولی و عرضی نشان می دهد.
پر کردن پرکننده 2.Irganic:
پرکننده های معدنی شامل تالک ، کربنات کلسیم ، سولفات باریم ، پودر میکا ، ولاستونیت و مونتموریلونیت و غیره است. نوع پرکننده ، شکل ، اندازه ذرات و سطح تصفیه سطح همه بر اثربخشی آن در اصلاح میزان انقباض رزین تأثیر می گذارد.
(1) شکل پرکننده: پرکننده های اشکال مختلف بر کاهش کوچکتر شدن بر کاهش متفاوت ، با ترتیب اثربخشی: پوسته> سوزن مانند> گرانول> کروی. به عنوان مثال ، مونت موریلونیت پوسته پوسته و میکا به طور قابل توجهی انقباض کامپوزیت را کاهش می دهد.
(2) اندازه ذرات پرکننده: برای همان پرکننده ، اندازه ذرات کوچکتر تأثیر بیشتری در کاهش انقباض دارند. به عنوان مثال ، در PP پر از تالک (20 ٪ تالک + 8 ٪ POE) ، با افزایش اندازه ذرات تالک از 1250 مش به 5000 مش ، میزان انقباض از 1.05 ٪ به 0.8 ٪ کاهش می یابد.
(3) درمان پرکننده: تصفیه سطح پرکننده اثر کاهش انقباض آن را افزایش می دهد. به عنوان مثال ، ABS پر از 10 ٪ تالک کاهش انقباض از 0.48 ٪ به 0.42 ٪ در هنگام درمان تالک با ماده اتصال آلومینات را نشان می دهد.
(4) بارگیری پرکننده: برای همان پرکننده ، بارگذاری بالاتر منجر به کاهش بیشتر میزان انقباض می شود.
3. مجدداً تبلور:
(1) افزودن عوامل کاهش دهنده تبلور: معمولاً ترکیبات مولکول کوچک مورد استفاده قرار می گیرند که منظم بودن مولکولی را مختل می کنند و مانع حرکت مولکولی در حالت ذوب می شوند و از این طریق تبلور را کاهش می دهند.
(2) اضافه کردن سایر رزین ها: مخلوط کردن مقادیر کمی LDPE یا HDPE به PP می تواند تبلور آن را در طول پردازش مختل کند. رزین های غیر کریستالی مانند PS ، ABS ، PMMA یا PC نیز می توانند اضافه شوند.
4. افزودنی الاستومرها:
الاستومرهایی مانند POE ، EPDM و SBS می توانند اضافه شوند. هنگامی که محتوای الاستومر زیر 5 ٪ است ، تأثیر آنها در کاهش کوچک شدن PP مشابه است. بالاتر از 5 ٪ محتوای ، اثربخشی با نوع متفاوت است ، با این که ترتیب کاهش انقباض وجود دارد: POE> EPDM> SBS (مطابق با تأثیر سخت تر آنها بر PP). ترکیب پرکننده های معدنی و الاستومرها در PP باعث کاهش بهتر انقباض می شود.
5. اصلاح پیوند شیمیایی:
اصلاح پیوند PP می تواند تبلور آن را کاهش دهد و در نتیجه به سرعت انقباض پایین تر برسد.